Choose a wishlist or Create a new wishlist
Product added to Wishlist!
Product removed from Wishlist!
Are you sure to remove this product from the wishlist ?
Create a new list
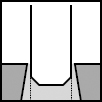
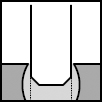
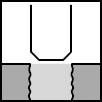
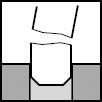
Cuidado: antes de realizar el reempaquetado, eche un vistazo y controle nuestras "recomendaciones para el reempaquetado".
Problemas:
Soluciones:
El pieza de trabajo se mueve durante el reempaquetado.
You need to login or to create an account to save products into the Wishlist, to buy them later,or share with your friends.