Choose a wishlist or Create a new wishlist
Product added to Wishlist!
Product removed from Wishlist!
Are you sure to remove this product from the wishlist ?
Create a new list
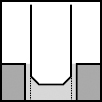
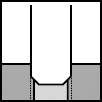
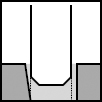
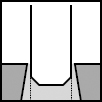
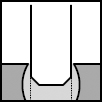
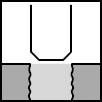
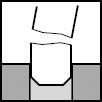
Attention: avant l’alésage, suivez et contrôlez nos recommandations dans les valeurs indicatives.
Problèmes :
Solutions :
You need to login or to create an account to save products into the Wishlist, to buy them later,or share with your friends.