Choose a wishlist or Create a new wishlist
Product added to Wishlist!
Product removed from Wishlist!
Are you sure to remove this product from the wishlist ?
Create a new list
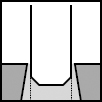
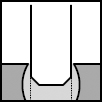
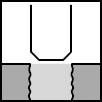
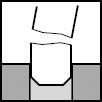
Attenzione: prima di eseguire il rebarbato, dai un'occhiata e controlla le nostre "raccomandazioni per il rebarbato".
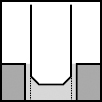
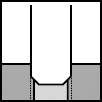
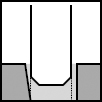
Problemi:
Soluzioni:
Verifica la concentricità del foro perforato.
Verifica la concentricità dell'asse dell'alesatore.
You need to login or to create an account to save products into the Wishlist, to buy them later,or share with your friends.